浅析煤气发生炉的安全使用
一、发展概况
煤作为世界上最重要的能源之一,在工业生产方面得到了广泛的应用,其中把煤炭气化成煤气的技术应用至今已有百余年历史。随着研究的深入以及科学技术的发展,煤炭气化的技术得到长足的进步,煤气发生炉向小型化、简单化、生产低成本化发展,大大降低了能量损耗、生产成本和污染排放。改进后的煤气发生炉广泛应用于各行业,因此提高煤气发生炉的安全性具有十分重要的意义。
二、工作原理
煤气发生炉主要由机械加料系统、煤气发生系统,蒸汽发生系统,卸渣排污系统等组成,其核心是煤气发生系统。煤的气化就是发生在煤气发生系统中,它是一个在高温条件下,借助气化剂的化学作用,将固体煤炭气化成可燃气体的化学过程。根据煤炭的气化过程,可将炉内煤炭自下而上分成灰渣层、氧化层、还原层、干馏层、干燥层。如图1所示:
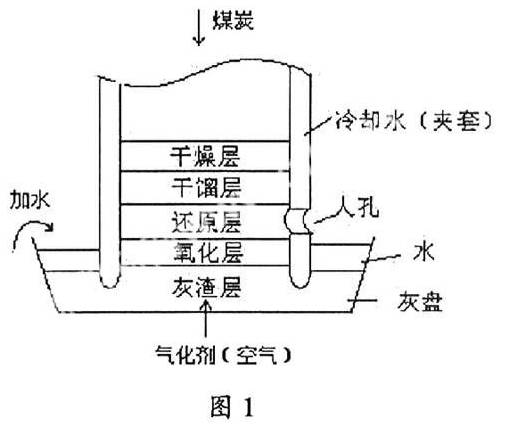
每个煤层中发生的物理、化学反应都是不同的,而且对整个气化过程所起的作用也有所不同。
1.灰渣层。由空气和水蒸气所组成的气化剂在灰渣层中预热,并通过灰渣层均匀地进入氧化层。同时灰渣层还起着保护灰盘的作用,使其工作期间温度保持一定范围内。多余的灰渣通过灰盘排出煤气发生炉。
2.氧化层。氧化层是产生煤气和热量的关键部位,其高度一般为150mm左右。在氧化层中煤炭中的炭被气化剂中的氧气氧化,生成CO2及少量CO,同时释放出大量热量。氧化层中温度最高,一般可达1100℃~1200℃。与氧化层接触的钢板最易发生腐蚀。
C+O2→CO2+CO+热量
3.还原层。还原层在氧化层上面,是产生煤气的主要部位,还原层经过氧化层的加温,还原层的温度达到1000℃以上。煤中的炭与CO2和水蒸气发生氧化还原反应,生成CO和H2+,同时吸收大量热量。
热量+C+CO2→CO
热量+C+H2+O→CO+H2+
4.干馏层。干馏层中也能产生少量煤气,把干馏层的煤炭加热到700℃以后,煤炭开始出现干裂、解体,同时干馏出甲烷、CO、氢气、焦油等气体。
5.干燥层。干燥层实际上就是煤炭烘干和预热的地方,煤块从煤气发生炉顶部加入后,迅速被加热到500℃左右,煤炭表面的水分迅速蒸发变成水蒸气,与煤气一起排出炉外。
三、检验案例
2007年上半年,我们对宁波某铸造厂的一台使用了3年的煤气发生炉进行了首次全面检验,在宏观检查中,我们发现筒体底部轻微鼓起,询问设备管理员后,得知在煤气发生炉投用后,曾发生过一起夹套缺水事故,在夹套缺水,钢板过热的情况下,操作工没有采取紧急停炉出煤渣等措施,而是往煤气发生炉上方汽包紧急加水等错误操作,导致夹套内部压力突然增加,从而引起夹套底部变形。在了解情况后,我们要求用户单位打开人孔,并清除内部煤渣后,发现内罐底部未发生变形,但腐蚀严重,待打磨测厚后,发现处于氧化层的钢板腐蚀最严重,14mm的钢板已腐蚀了7mm左右,位于人孔下方200mm处腐蚀最严重,壁厚仅为7.1mm,而还原层以上的钢板几乎未发生腐蚀。对焊缝进行磁粉探伤和对腐蚀区进行渗透探伤后,未发现裂纹等超标缺陷。
根据GB150-1998《钢制压力容器》,对该台煤气发生炉进行强度校验,取内罐计算长度L=2350mm,内罐外直径DO=1628mm,C=(14-7.1)/3=2.3mm/y,δe=7.1-2.3=4.8mm,
L/DO=2350/1628=1.44,DO/δe=1628/4.8=339.2
由GB150-1998《钢制压力容器》得,B=22,所以[P]=B/(DO/δe)=22/339.2=0.06MPa。
根据强度校验结果和夹套变形情况,依据《压力容器定期检验规则》,该台煤气发生炉安全等级定为5级,对该设
备予以判废处理。
四、原因分析
1.煤气发生炉内罐温度极高,且内部反应复杂。日常生产时,氧化层释放出大量的热量,使得煤气发生炉内罐温度可达到1200℃以上,内罐中心温度甚至可达到1400℃左右。此时夹套中的冷却水就对内罐钢板的保护起了至关重要的作用。在夹套缺水或无水情况下,就会引起炉体钢板过热,甚至变形,若此时操作工作操作失误,紧急补水,就会引起夹套压力突然升高,导致夹套变形,甚至炉体爆炸,造成人员伤亡、经济损失。
2.在日常生产中,内罐钢板长期处于高温、高湿环境中,钢板的机械性能和抗腐蚀能力大大下降,而潮湿的水环境又使钢板极易发生电化学腐蚀,大量阴离子(如Cl-)吸附在金属表面后,迅速破坏钢板表面钝化膜,钝化膜被破坏后而钢板又缺乏自钝化能力,钢板表面就发生腐蚀,腐蚀后的钢板表面缺陷处易漏出机体金属,其呈活化状态,而钝化膜处仍为钝态,这样就形成了活性—钝性腐蚀电池,由于阳极面积比阴极面积小得多,阳极电流密度很大,腐蚀就不断往深处发展,钢板表面很快就被腐蚀成小孔,形成点蚀。
3.国内的煤炭含硫量普遍较高,在高温潮湿的条件下,硫与气化剂中的氧和煤炭中的碳在氧化层和还原层中发生一系列的氧化还原反应,生成SO2和H2+S,在水环境中,生成硫酸、亚硫酸和氢硫酸等,钢板就迅速被酸液腐蚀。同时,由于PH值的降低和温度的升高,这都增加点蚀发生的可能性,而钢板腐蚀后生成的Fe3+又能促进点蚀的发生,因此处于氧化层的钢板就不断发生点蚀。
4.在发生点蚀的同时,煤炭中的硫以及H2+S等硫化物,在高温条件下与夹套底部的钢板又发生高温硫化腐蚀,H2+S+Fe →FeS+H2+,S+Fe →FeS。在点蚀和硫化腐蚀的共同作用下,夹套底部钢板就迅速减薄。
五、防范措施
针对煤气发生炉的工作原理以及发生腐蚀的主要原因,我们可以从以下几个方面对煤气发生炉的安全性和耐腐蚀性进行改进:
1.在煤气发生炉上方的汽包中装设自动进水装置,在少水的情况下,进水阀自动打开,保证夹套能够正常工作,这样既提高了煤气发生炉的安全性,又减少了操作工的工作量。
2.加强操作人员安全培训和教育,提高相关人员的安全意识,制定事故应急预案,在发生夹套缺水炉体过热的情况下,操作工能采取正确的操作,而不是紧急加水,从而杜绝事故发生。
3.在煤气发生炉上方的汽包上和夹套顶部装设大口径爆破片,在夹套压力突然升高的情况下,爆破片及时爆破,从而控制夹套压力在正常范围内,不至于因为压力过高引起筒体变形或者破裂而引发安全事故。
4.在日常生产中不断的往灰盘中加碱性水(如石灰水),中和酸液,从而达到保护钢板,降低腐蚀速度的目的。
5.由于腐蚀的不可避免性,可在内罐底部氧化层与干馏层之间的钢板处,加衬一层4mm左右的钢板,隔断酸液与内罐本体钢板的接触,从而达到保护内罐本体钢板的目的。
6.加强检验,缩短全面检验周期,在发现衬板被腐蚀后的余量不能满足到下一个全面检验周期后,就及时更换衬板,避免夹套钢板的腐蚀。这样就可以增加煤气发生炉的寿命,降低企业的生产成本。
六、结语
煤气发生炉广泛使用于铸造、玻璃、化工、冶金等行业,采用上述几种防护措施后,能有效地提高煤气发生炉的安全性和使用寿命,在某铸造厂推广使用后,得到了良好的使用效果。