最近几十年来,汽车行业的诸多创新技术大部分得益于电子技术的进步。虽然现在大部分车辆上几乎没有什么功能不会受到电子器件的影响,但是电子器件的创新还是具有相当大的潜力,尤其是在驾乘舒适性和安全应用方面。据预测,电子器件对典型汽车的贡献值将会继续提高,由现在的20%左右增加至2030年的近40%。随着电子控制单元和应用数量的稳步增长,以及,最重要的是,这些单元和应用的网络化程度的不断提高,从而使得系统级和车辆级的复杂度将不断加大。
电子系统的日益复杂
随着汽车电子系统的日益普及和日渐复杂,由电子器件造成的故障风险将明显增加。根据德国汽车组织——德国汽车俱乐部 (ADAC) 2005年所做的一项调查,电气和电子系统问题仍然是汽车故障最常见的原因。虽然由微控制器、传感器、功率半导体以及其它半导体产品的缺陷引发的故障(其中由电池引起的故障最多),从统计角度而言占车辆故障总数的比例几乎可以忽略不计,但是半导体行业,作为汽车产业链中的第一个环节,仍然对车辆质量和可靠性负有特定的责任。半导体行业已经设法大大降低了芯片的缺陷率,但仍然需要进一步的改进——其目标缺陷率必须低于百万分之一。每辆汽车中都有50个左右的电子控制单元,每个单元由大约300个电子元件组成,百万分之一的缺陷率仍然相当于每一百万部车辆上有15,000个潜在故障(虽然,实际上,一些电子元件导致的故障可以由系统制造商的冗余设计所避免)。

卓越汽车产品(AutomoTIve Excellence)计划
归根结底,我们的目标是:必须从一开始就避免缺陷,而不仅仅是通过故障溯源方法来降低故障率。英飞凌的长期计划,如AutomoTIve Excellence计划,对生产流程及其管理进行了系统化的改进,有助于将半导体产品的质量提高到必要的水平(图 1)。AutomoTIve Excellence 计划明确了四个主要方面:产品、生产、人员和流程,并且制定了非常远大的目标。该计划的目标是要将每一百万颗芯片的故障率降低到零。本文将探讨如何从生产和人员两个层面入手,来实现这一目标。

图1 英飞凌的 AutomoTIve Excellence 计划主要涵盖产品、生产、人员和流程,
支撑这一计划的包括管理制度、零缺陷文化,以及各种工具和基本的质量管理方法
生产和资质是流程链中的两个环节,流程链从面向客户的产品规范和开发开始,一直到最重要的最终测试和物流阶段。平均而言,生产一枚芯片涉及400个步骤(图 2)。较大的缺陷以及那些在整个系统组装完毕之后才出现的缺陷,只能在制成品的最终测试中才能被发现,这一缺陷必须追溯到流程链的开始阶段。芯片要用几个星期的时间检查整个生产过程,纠正问题并从中汲取教训,因此这是一个相当费力的过程。英飞凌已经引入了贯穿整个流程链的综合性测试和补救措施,以便能够尽早(甚至在规范制订和开发阶段)发现缺陷。

图 2 生产芯片的晶圆厂的无尘车间。平均而言,生产一枚芯片需要400个
步骤,从生产的第一步开始到最终的测试阶段大约历时三个月时间
原则上讲,产品的可靠性早在设计阶段就已注定,因此,需求管理作为英飞凌的一个统一措施,如今已成为Automotive Excellence 计划的组成部分。尽可能早在产品规范制订阶段就完整、系统地记录对产品的所有要求。这些要求在产品开发的每个阶段都要进行审核,从而确保全面满足这些要求。
英飞凌还在产品设计的起步阶段,就开始模拟产品在实际应用中的使用情况。主要客户密切参与产品技术设计阶段。对故障源头及其隐藏的危害进行分析和评估,并据此进行相应的开发。在这个过程中,英飞凌采用了系统化的方式,涵盖芯片、与芯片封装的电气连接、封装、芯片和封装的交互、生产过程中预期的效应,以及在实际应用环境中的预期影响等。
评估风险
产品开发流程也会根据汽车电子器件的质量要求的提高进行修改。英飞凌已经设立了一个设计变更控制工作组,其任务包括对在产品规范已经完成后进行修改会有哪些潜在的风险进行评估。英飞凌还设立了一个设计验证工作组,它独立于开发小组,主要任务是验证产品设计是否符合产品规范。
风险评估也是其它流程步骤的一项关键工作。故障模式和效应分析是一种基于工具的风险分析方法,贯穿整个阶段。对于芯片设计、生产与封装,以及芯片面向的应用,都要进行潜在的风险分析,对发现的风险进行评估,然后采取相应措施来降低风险。
规定批次、晶圆和产品级的残次品比率也有助于确保质量水准(图 3)。英飞凌对所有产品进行检验,淘汰那些异常的批次。这种方法一开始可能会使成本增加,但事实并非如此:一旦某批材料被淘汰,就会实施补救措施,而实际获得的好处,要超过这一措施一开始对产量造成的负面影响。

图 3 晶圆厂是芯片制造的源头。晶圆是圆形的硅盘,直径一般为200mm或300mm。
根据晶圆的尺寸以及集成电路的复杂度—一个晶圆可同时生产100至2,000多枚芯片
虽然事先采取了各种预防措施和其它措施来提高质量,但是仍然出现了质量问题。在这种情况下,应尽可能取回与该批产品相关的所有必要数据。英飞凌在生产流程中对每一批次进行了清楚的划分,以确保能够做到这一点。掌握第一手相关资料可以限制缺陷批次的配送,并且可将受影响的产品的数量减至最少。然而,这种系统相当复杂而且成本高昂,因此,它仅适用于那些发挥重大安全作用的产品,如用于安全气囊的器件等。
英飞凌在其Automotive Excellence计划中采取的进一步措施是在整个流程链的所有环节提供多个反馈机会。整个生产流程伴随着稳定的上游信息流。由于计算机辅助建模技术的进步,现在甚至可以确定模拟或混合信号芯片的电子功能,并且在开始进行实际生产之前,研究芯片与其它系统和软件交互情况。
在生产过程中每个工艺步骤之后,都要对输出参数进行统计检查,以尽快找出潜在的缺陷源头。提供直接测量装置参数的资源比如传感器等的流程基础设施,在这个环节非常重要,因为它们能够立即发现产品差异,允许操作人员在每个流程阶段做出即时响应。这种体制的优点包括:整个流程链的稳定性、降低用于分析和排除故障根源的成本和工作量,更低的损耗和产品差异,以及更快速的整体生产流程。英飞凌对最终测试阶段的统计流程控制同样设置了非常高的指标:如果发现芯片的任何一方面没有呈现高斯分布,即使芯片的功能在规范以内,该芯片也不会投入使用。
优异的产品质量基于稳定的生产流程
流程稳定性是获得优异产品质量的一个基本要求。流程稳定性部分取决于设备和工具的稳定性,英飞凌通过一系列针对性的计划来保持这一稳定性。英飞凌对使用的生产设备和工具进行了详细分析,并且缩短了维护和校准周期,以帮助评估并消除与装置故障相关的风险。对自动化流程监测与控制采取一致措施,以及迅速完成质量测定,能够让相关部门和人员战略性地介入当前和今后的生产步骤,从而克服生产中的差异,确保始终达到很高的质量水平。
通过不断改进质量实现零缺陷目标
所有这些措施的综合效应,已经使英飞凌不仅大大降低了缺陷发生的频率,而且显著加快了其学习速度。但是,将缺陷率降至零,不仅仅涉及实际的生产流程。要实现这一远大的目标还需要一定的心理素质,员工对待缺陷和故障管理的态度,也发挥着同等重要的作用。英飞凌要求各级员工都要对产品质量持一种客观的和毫不妥协的态度。我们很容易将缺陷视为一支团队或是一名员工的失误或错误,并对他们的解决方法持审视的态度,但这在半导体行业是不适合的。半导体行业通过涉及几百个独立步骤的流程制造高度复杂的产品。然后,根据所用材料和编程,这些产品被用于各种应用中,在这些应用中与其它系统交互,并和这些系统共享不计其数的接口。要完全消除这一复杂系统中的故障和不需要的交互,几乎是不可能的,因此,所有相关人员都应将看作科学和工程上的挑战,而不是一味地责怪或批评。
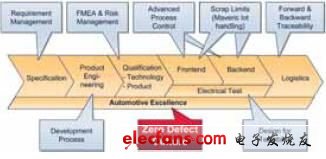
图 4 半导体生产中进行的质量检测示例,目的是在从芯片的设计、开发到生产和测试,
以及销售和物流的各个阶段实现零缺陷率。采用系统化的方法是实现零缺陷率的关键所在
总而言之,上述方法会带来两方面的效果:不断改进质量使英飞凌成为一个能够自我学习的组织;其零缺陷制度的成功典范,正在催生一种不愿容忍缺陷、竭尽所能避免缺陷的企业文化。一种基于零缺陷率的企业精神正孕育而生,这两方面的效果正在向公司的其它部门传播,甚至向生产领域之外的其它领域扩散。
采用系统化的方式是实现零缺陷率的关键所在
英飞凌发现这些措施已经取得了显著的成果。在短短两年时间之内,公司百万芯片零缺陷产品的比例已翻了一倍,达到60%,同时使缺陷率为百万分之一的产品数量减少了50%。如今,公司生产的面向汽车电子系统的产品中,有95%的缺陷率低于百万分之一。