张力控制,通俗地讲,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。张力应用于最广泛的造纸、纤维、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。在收卷和放卷的过程中,为保证生产的质量及效率,保持恒定的张力是很重要的。
1 张力控制系统的简介及基本原理
在冶金、造纸、纺织等行业中,在加工过程中或者是加工完成之后,最后的一道工序一般就是将加工物卷绕成筒状。在这一过程中,卷绕的好坏将是决定产品质量的关键,卷的太紧,容易使织物变形,拉断,卷的太松又容易使卷取不紧凑,不利于搬运和运输,因而为了达到使卷绕紧凑,保证产品的质量,都要求在卷绕过程中,在织物上建立一定的张力,并保持张力为一恒定值,能够实现这一功能的系统,就叫做张力控制系统。目前应用的张力控制系统,根据其测量控制的原理结构主要有三种:间接法张力控制系统;直接法张力控制系统;兼有间接法和直接法的复合张力控制系统。
从控制方式上分类,张力控制一般可以分为手动、半自动、全自动三类;卷径控制方式可自动检测卷径从而对张力的执行机构进行调整、补偿,实现张力的恒定。卷径控制方式属于半自动控制方式,其突出特点就是省去了价格相对昂贵的张力传感器,安装简单,而且能很方便的获得锥度张力控制,特别适用于冶金、印刷、包装、造纸、印染等行业的分切及收卷机器设备。图1为收放卷的原理图。
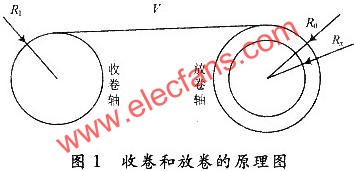
图1中,R0为放卷轴半径;Rx为放卷材料半径;R1为收卷驱动轴半径;V为卷材运行的线速度。
当卷轴转速恒定时,张力产生的转矩F·Rx与磁粉制动器产生的制动力矩相等。因此如维持F恒定不变,则只需检测放卷轴与驱动主轴的转动角速度,计算出Rx,通过控制磁粉制动器的制动电流,便可以实现放卷轴的恒张力控制。其中,脉冲信号是通过安装于旋转轴上的接近开关或者是旋转编码器获得(本设计采用接近开关),单片机通过计数这一脉冲信号的频率就可以准确的计算出需要检测轴的角速度,由于两滚动轴上线速度的相等,因此可以求得:

式中:ω1为收卷驱动轴的角速度;ω0为放卷轴的角速度;K为磁粉制动器的特性系数。
2 接近开关的应用
接近开关属于一种有开关量输出的位置传感器,根据工作原理的不同分为电容式和电感式。接近开关的基本原理框图如图2所示。
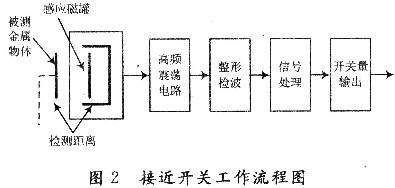
在该设计中,采用电感式接近开关来实现对系统放卷轴和主轴旋转角速度的精确测量。两个接近开关对放卷轴和收卷驱动轴角速度的检测,用于产生脉冲方波信号,经过光电隔离开关转化为单片机可以读取的电平脉冲信号。
3 张力控制的执行部件磁粉制动器
在张力控制系统中,磁粉制动器由于其体积小、重量轻、激磁功率小且具有良好的控制特性,因而得到了广泛的应用。磁粉制动器转矩和激励电流的关系一般都称作为静特性。它是磁粉制动器主动端转速n恒定,从动端制动时,磁粉制动器的激励电流和输出转矩之间的关系。转矩电流特性曲线如图3所示。
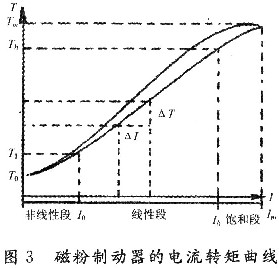
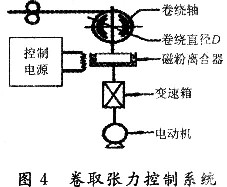
由图3可知,磁粉制动器的转矩曲线可以分为三个部分:非线性段、线性段和饱和段。磁粉制动器具有良好的恒转矩特性,并且磁粉制动器输出转矩与磁粉线圈激励电流优良的线性关系,只要线性调节激励电流,便能实现对现场张力的动态控制,并且磁粉制动器在转速很低的情况下性能也十分稳定。磁粉制动器在卷取张力控制系统的应用,如图4所示用磁粉制动器控制张力的方案较以往的控制系统具有结构简单、执行单元成本低、容易控制的特点,特别是实际张力的大小通过电流直接调节,改变了其他调节装置的手工操作过程,使得操作简单、准确。增加动态电流补偿环节有利于进一步提高产品质量。
4 单片机张力控制系统
4.1 系统功能概述
(1)检测放卷机的角速度和卷取机的角速度、线速度、半径4个参数,用数码管显示各参数检测结果。
(2)若参数检测结果超过上下限,实现报警。
(3)根据检测到的各参数,通过设计的控制算法运算后,输出控制值,作为晶闸管的触发脉冲回路的输入电压,以控制执行元件磁粉制动器的转矩。
(4)建立实时时钟,并用数码管显示时钟。
(5)通过按不同的功能键,进行人机对话,实现各种操作的功能。
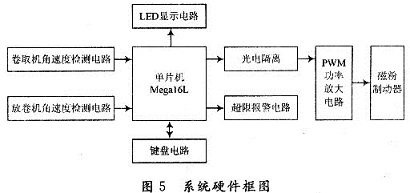
4.2 系统硬件框图
系统硬件框图如图5所示。
4.3 系统软件设计
系统软件设计主要包含以下几个方面:
(1)实现各种初始化,包括AVR芯片的初始化、定时器/计数器O初始化、时钟初值输入以及开中断、定时器/计数器启动等。
(2)实现显示(按照人机对话功能显示时钟或各种不同参数)。
(3)不断地进行键扫描,判断是否有键按下,如无键按下,则返回显示;如有键按下,则根据所按键实现相应的人机对话功能。
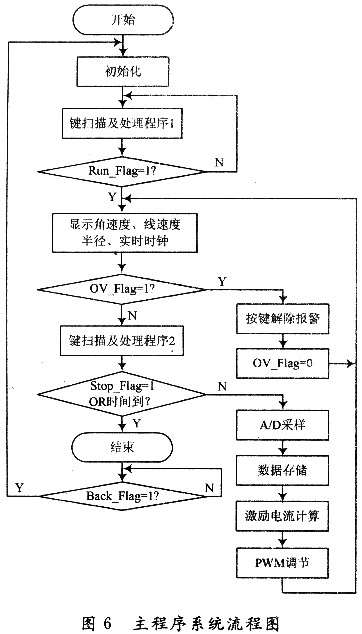
主程序系统流程图如图6所示。
5 结语
本文介绍了张力控制系统的基本概念,实现的基本方式,以及对作为主要执行部件的磁粉制动器的基本原理和工作特性进行研究,随后采取基于半径检测的间接张力控制技术,进行了单片机张力自动控制系统的硬件设计和软件设计。实践证明,该系统具有良好的抗干扰性能,能够较好地完成控制效果,运行稳定可靠。