一些大型智能工厂中,通常使用一个或者多个大型PLC组成处理核心,所有重要的设备都需要由这个统一的核心进行控制,这么做的好处是,信息可以高度整合。
那么到底使用一个PLC还是多个PLC呢?那取决于工厂的大小,就是说大型PLC也不是可以无限使用,也有容量,程序太多了响应时间自然变慢,所以需要多个PLC共同完成。
或者因为一些技术原因或者设备供应商的原因,需要将多个没有任何关联的设备买回来,它们一般都有单独的处理单元,然后进行改造,根据生产的需求将信号整合到一起。
如果使用多个PLC,那么问题就来了,他们之间如何进行信号交换?一般的方式有以下两种:
一、通讯
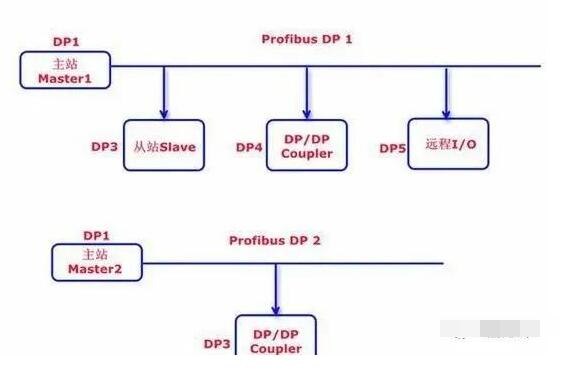
比如说PROFIBUS,PROFINET,Modbus,自由口通讯等等,这是一种硬件+软件的方式,一般来说同一品牌的PLC比较容易进行通讯,但使用起来需要对PLC有一定的了解,上手难度相对来说高一些。
二、硬线交换信号
这里的硬线不是指电缆的软硬,而是指相对于通讯的方式较硬一点而已,硬线的方式和PLC的品牌没有关系,双方的信号通过继电器进行过渡即可,这一方式不需要进行软件编程,只需要电缆即可,所以操作系数较高,所以比较容易被人所接受。
因为工厂设备的改造升级,2018年我调试投产了几台可移动的自动化设备,新设备是一套附设设备,需要与主设备进行信号交换,设计之初,考虑其维护方便等一系列问题,而且该附属设备需要移动,于是将这个交换信号做成硬线+航空插头,运行良好,但一直对硬线不放心,害怕因为工人操作失误将航空插头损坏而导致电缆短路,进而产生其他问题。好在设计时电缆与航空插头都选用质量较好的,运行大半年没有出现过问题。
但使用了一段时间以后,因为整体工艺升级,需要将设备整合到一起,也就意味着需要传输更多的信息,包括一些模拟量信号等等,所以考虑将该硬线做成以太网通讯,没想到该想法遭到了很多人的反对。
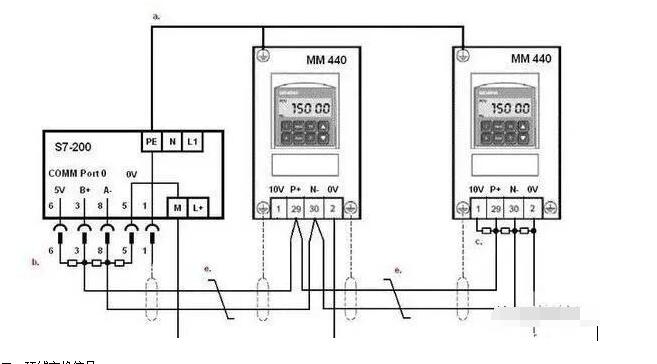
主体设备使用西门子S1200,附属设备使用西门子S7-200smart,都有以太网口,改造起来只需要将硬线拆除,增加交换机,增加交换机的原因是还有多个触摸屏;修改程序,增加S7通讯就可以把连接方式从硬线做成S7通讯。
但是维修的工程师以及电工却普遍不想要这种方式,其原因是:
1、维护人员普遍来说水平不高,不知道通讯是什么原理,觉得这种方式不安全,且网线(即使是6类的)看起来也没有专用电缆+航空插头结实。
2、维修电工习惯使用万用表查找故障,且硬线电缆是看得见摸得找的,维修电工检查起来更直观。
3、对于交换机一类的互联网设备,一些维修基层人员觉得这是属于IT部门的,所以不希望也不准备接手。
但我却认为,以太网连接连接相比较硬线而言有以下优点:
1、通讯之间只需要一根网线,维修和安装都很方便;硬线通讯需要接头,一般质量较好的是金属航空插头,电缆是焊接在插头上的,损坏后维修与更换都较麻烦,而网线只需要更换一根成品线即可。
2、介于通讯双方都有触摸屏,因此可以将通讯双方的信号都做到触摸屏上,你来我往都可以清清楚楚地显示出来,查找故障不会比硬线麻烦。
3、通讯的方式比硬线更加安全,因为通讯是有协议的,一旦网线损坏等等,PLC是可以识别出来的,而硬线则是单独的信号线,一旦信号短路了,系统无法识别。
4、通讯的方式更加容易系统集成,这对于将现有设备整合到一起是一个必要的条件,也可以使得整体设备运行更加平稳。做过项目的人都知道:将两个单独的设备整合到一起有很多种方式,可以简单的进行逻辑处理,但更加完美的方案是深层次的信息交流,做到信息互通,使得整个生产工艺类于一个系统。
5、相比较硬线而言,通讯是一个更加先进的技术,时代在发展,搞技术的更应该加强学习,所以即使是基层的维修电工也需要学习进而充实自己。
最后在我的强烈建议下,我尝试将第一台设备改为以太网S7连接,平稳运行了将近1个月后没有出现任何问题,而且硬线有时会出现小信号干扰,所以为了处理这一干扰,特意在程序里增加了一个软件滤波,这无形中也增加了生产时间,降低了生产效率,而在改成以太网以后,不仅稳定性得到了保障,而且不需要增加滤波,也就缩短了生产周期,提高了生产效率。