机器视觉是近年来发展起来的一项新技术,它是利用光机电一体化的手段使机器具有视觉的功能。将机器视觉引入检测领域,可以在很多场合实现在线高精度高速测量。同时机器视觉检测技术理论也一步步的发展壮大起来。
什么是机器视觉?
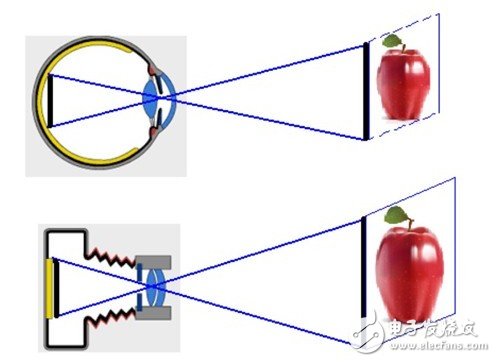
机器视觉,简单来说就是用机器代替人眼来做测量和判断。它主要用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。机器视觉的典型机构由五部分组成:照明、镜头、相机、图像采集卡、视觉处理器。
由此而衍生出来的技术则是机器视觉技术,它是一门涉及人工智能、神经生物学、心理物理学、计算机科学、图像处理、模式识别等诸多领域的交叉学科。机器视觉技术最大的特点是速度快、信息量大、功能多。
机器视觉的发展
机器视觉的研究是从20世纪60年代中期美国学者L.R.罗伯兹关于理解多面体组成的积木世界研究开始的。当时运用的预处理、边缘检测、轮廓线构成、对象建模、匹配等技术,后来一直在机器视觉中应用。70年代,机器视觉形成几个重要研究分支:①目标制导的图像处理;②图像处理和分析的并行算法;③从二维图像提取三维信息;④序列图像分析和运动参量求值;⑤视觉知识的表示;⑥视觉系统的知识库等。
机器视觉技术设计的难点都有哪些?
第一:打光的稳定性
工业视觉应用一般分成四大类:定位、测量、检测和识别,其中测量对光照的稳定性要求最高,因为光照只要发生10-20%的变化,测量结果将可能偏差出1-2个像素,这不是软件的问题,这是光照变化,导致了图像上边缘位置发生了变化,即使再厉害的软件也解决不了问题,必须从系统设计的角度,排除环境光的干扰,同时要保证主动照明光源的发光稳定性。当然通过硬件相机分辨率的提升也是提高精度,抗环境干扰的一种办法了。比如之前的相机对应物空间尺寸是1个像素10um,而通过提升分辨率后变成 1个像素5um,精度近似可以认为提升1倍,对环境的干扰自然增强了。
第二:工件位置的不一致性
一般做测量的项目,无论是离线检测,还是在线检测,只要是全自动化的检测设备,首先做的第一步工作都是要能找到待测目标物。每次待测目标物出现在拍摄视场中时,要能精确知道待测目标物在哪里,即使你使用一些机械夹具等,也不能特别高精度保证待测目标物每次都出现在同一位置的,这就需要用到定位功能,如果定位不准确,可能测量工具出现的位置就不准确,测量结果有时会有较大偏差 。
第三:标定
一般在高精度测量时需要做以下几个标定,一光学畸变标定(如果您不是用的软件镜头,一般都必须标定),二投影畸变的标定,也就是因为您安装位置误差代表的图像畸变校正,三物像空间的标定,也就是具体算出每个像素对应物空间的尺寸。
不过目前的标定算法都是基于平面的标定,如果待测量的物理不是平面的,标定就会需要作一些特种算法来处理,通常的标定算法是解决不了的。
此外有些标定,因为不方便使用标定板,也必须设计特殊的标定方法,因此标定不一定能通过软件中已有的标定算法全部解决。
第四:物体的运动速度
如果被测量的物体不是静止的,而是在运动状态,那么一定要考虑运动模糊对图像精度(模糊像素=物体运动速度*相机曝光时间),这也不是软件能够解决的。
第五:软件的测量精度
在测量应用中软件的精度只能按照1/2—1/4个像素考虑,最好按照1/2,而不能向定位应用一样达到1/10-1/30个像素精度,因为测量应用中软件能够从图像上提取的特征点非常少。
在我国的发展及应用
专家分析认为,机器视觉发展早期,主要集中在欧美和日本。随着全球制造中心向中国转移,中国机器视觉市场正在继北美、欧洲和日本之后,成为国际机器视觉厂商的重要目标市场。在中国,机器视觉应用起源于20世纪80年代的技术引进,半导体及电子行业是机器视觉应用较早的行业之一,其中大都集中在如PCB印刷电路组装、元器件制造、半导体及集成电路设备等,机器视觉在该行业的应用推广,对提高电子产品质量和生产效率起了举足轻重的作用。