目前国外汽车公司的白车身焊装线一般都采用自动化和柔性化程度较高的机器人焊装线,主要有电阻点焊接和激光焊接两种焊接方式。激光焊接在焊装生产线上应用的一个非常大的局限性是对车身零件的定位精度有较高的要求,如果偏差过大直接影响到焊接质量,甚至根本无法焊接。而这个难题在国内汽车厂大多难以解决,因为车身是由上百个零件组装而成,最终车身的误差也被多次放大,难以满足激光焊的精度要求。
为解决白车身车顶机器人在实施激光焊接时焊缝精度等问题,华工法利莱将三维视觉系统成功引入到车顶激光焊接生产线上,取得了良好效果。三维视觉系统在白车身车顶激光焊的应用在国内同行业尚属首次,为以后此项技术的推广积累了宝贵的经验。
三维激光视觉系统是以计算机、信息处理、三维图像处理、激光为基础的高新技术。该系统是降低工具成本和提高生产效率的一种良好方法,采用视觉技术以后,可在焊接之前对焊缝进行预处理,通过机器人轨迹调整来弥补车身精度不足,大幅度提升生产效率。
在此,本文将以白车身顶盖激光焊生产线上的应用,重点介绍三维激光视觉系统及其调试步骤。
一、系统组成
三维视觉系统主要由以下几大部分组成,它通过ETHERNET IP协议与机器人控制器进行通讯,连接方式如下图所示。
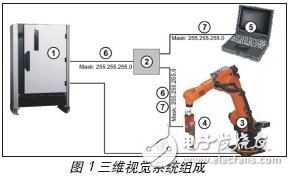
部件描述:
①机器人控制柜,实现机器人控制及与传感器通讯和控制;
②三维视觉系统控制器,三维视觉系统的控制及与外部设备的通讯;
③机器人本体,实现机器人本体运行及传感器的安装固定;
④三维视觉传感器,焊缝拍照及图像处理;
⑤PC,对传感器的参数设置及状态监控;
⑥电源供电电缆,传感器供电;
⑦以太网电缆,与三维视觉系统进行通讯;
⑧机器人标准连接电缆,机器人控制器与本体连接。
二、工作原理
三维视觉系统的工作原理是在焊接之前机器人通过控制安装在第六轴上的激光三维视觉系统对焊缝进行激光拍照,三维视觉系统通过图像处理技术进行处理,识别出焊缝位置的几何坐标,并通过总线将该坐标值传输给机器人控制器,机器人控制器将该坐标与标准坐标进行对比计算出位置偏差,然后根据该误差对焊接轨迹自动校正。
三、实现方法
第一步,识别焊缝。传感器与机器人连接并正常通讯后,首先要实现传感器对焊缝的识别,即根据焊缝形式,对传感器参数进行设置,然后开激光进行测试,传感器会进行激光拍摄,并经过图像处理,然后与预设焊缝形式进行对比,通过参数和机器人位置调整直到传感器能够得到稳定焊缝。
第二步,传感器标定。传感器正确识别焊缝还不能正常工作,因为传感器是安装在机器人上的,它与机器人还没有什么关系,而传感器标定就是确定传感器与机器人的相对关系,使传感器识别出的焊缝位置能够被机器人利用。
第三步,焊缝扫描与矫正。焊接时要实现焊缝的矫正,首先要确定一个标准的车身,即将机器人移动到焊缝上的合适的扫描位置,控制传感器进行焊缝扫描,将焊缝位置作为标准的位置保存。在焊接之前将机器人移动到原来相同的扫描位置进行扫描,将识别的焊缝位置与之前的标准焊缝位置进行比较得出偏差,然后对轨迹进行矫正,它可实现对轨迹上各个点在X,Y,Z方向上进行矫正。

结束语
江淮M111项目的此次应用已成功实现整车量产,根据现场一年多的应用情况来看,三维视觉系统的应用大大降低了激光焊对车身精度方面的要求,实现批量自动化生产,运行稳定、可靠,这为激光焊在汽车行业的推广应用提供了一套很好的解决方案。
三维激光视觉系统的应用有利于降低项目及营运成本,提高生产效率、产品质量和生产柔性,培养和锻炼相关工程人员,同时又有力地促进了白车身生产技术的进步,对于提高中国汽车的竞争力,对建立创新型国家和提升我国综合国力都具有积极的作用。