目前,国产细纱机在国内企业的使用率已经占到90%左右,产品的产量、可靠性、稳定性等性能指标已经有了较大提升。细纱机配置上向前纺大卷装、缩短工艺流程,纺纱少机台、多锭化,以及自动化、连续化生产方向发展在技术上向机、电、气、仪一体化,数字化,智能化,信息化方向发展,并应用在线监控、信息采集分析等现代化的先进技术在机械结构上向零部件、装置和功能等的模块化设计发展,这将是细纱机的发展趋势。
一、工艺介绍及控制原理
1.开清棉:
2.梳棉:
3.条并卷:
4.精梳:
5.并条:
6.粗纱;
7.细纱:
8.络筒;
9 并线:
10.倍捻:
细纱机是普遍使用的新式细纱机,性能优良、操作方便,机电一体化程度高,结合CO-TRUST CPU和文本的设计具备:纺纱参数设定、显示、纺纱过程自动控制、定长落纱、锭子速度曲线控制等功能。可按设定条件对纺纱过程的锭速、管纱长度、捻度等进行计算并自动显示,并根据机上各部分传感器自动协调控制,特别是定长落纱和自动落纱,大大降低操作者劳动强度;锭子曲线控制提高了纱线的质量和保证了纱锭成型,提高了全机的产量。
二、控制技术方案
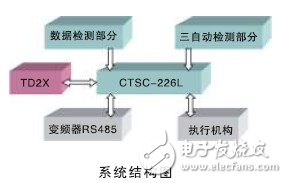
细纱机电气控制系统需要具备纺纱过程所需的自动开车、纲领板自动下降、中途停车后自动跟踪开车、自动落纱、自动留头等功能外;还能显示管纱长度等的工艺参数,实现定长落纱和锭子速度曲线控制以及班产累计等功能。电气控制系统包括:传动部分、数据检测部分、变频器锭子速度曲线控制、可编程控制器部分、TD2X单元及数字通讯部分。
1.系统硬件
1).传动部分
包括主电机、吸风电机、纲领板升降电机、自动润滑装置、变频器、落纱电源、各种开关等。
2).数据检测部分
功能为自动检测纺织过程中主轴、前后罗拉的运行数据,为计算班产、锭速、牵伸倍数、捻度等工艺阐述以及为锭子速度曲线控制提供数据。
3).自动检测部分
其作用为当落纱开始后能自动适位停车,自动留头,为重新开车降低断头创造条件。
4).变频器锭子速度控制
其作用是变频器依据PLC传输的锭子速度控制曲线自动调整锭子运行,提高纱线质量和产量。
5).可编程控制器部分
该部分由CPU226L主机和扩展开关信号模块构成;完成全机开关量输入、数据检测以及计算和过程控制,实现纺纱过程自动化和对机器运行情况进行监控。
6).TD200参数设定显示单元
该部分由CPU226L主机和CO-TRUST系列TD2X之间以PPI协议通讯,完成纺纱过程工艺参数显示设定,可直接设定锭子的运行速率,实现控制柔性化。
三、控制要点
细纱机电气控制系统软件设计主要分为:控制部分、参数设定显示部分、计算采样部分、数字通讯部分和锭子运行曲线部分。
1.控制部分
为软件主程序部分,主要依据系统开关量和传感器的输入完成纺纱过程自动控制。
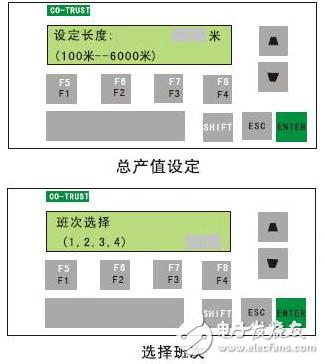
2.参数设定显示部分
主要依据TD2X配置完成参数设定显示菜单,共设计菜单有:完成总产、班产累计显示、换班设定、锭子速度、前罗拉速度、捻度、细纱管线长度统计等参数显示,以及一些参数设置画面,可完成参数的设定、错误设置或出错报警提示等功能,共编辑系统键5个共八组。
3.计算采样部分
主要根据主轴、前罗拉、后罗拉数据检测传感器采样结果以及设计参数完成系统计算,用以完成各类显示参数计算及定长落纱功能。
四、总结
细纱机控制系统前身采用PLC开关量控制和外协参数仪构成,全机控制精度低,可靠性和抗干扰性能差,系统成本较高,采用了CO-TRUST CTSC-200系列PLC构成控制系统后,全机控制采取了数字通讯方式,即方便编程又方便通讯,控制精度和可靠性、抗干扰性能较优,利用“提高软件设计水平来降低硬件投入”原则,极大降低了系统成本,极大提高了产品的盈利能力,深受用户欢迎,市场前景非常广阔。